【技术贴】白车身轻量化连接技术浅析
中国自2009年以高达45.5%的年增长率首次超越美国成为世界汽车产销第一大国,目前仍保持年10%左右增长率,预计2020年汽车产量将达到3600万辆。汽车产业的强劲突破虽然有效拉动了国内制造产业链的发展,同时也让社会面临环境、能源等方面更加严峻的挑战。在未来相当长的时间内,汽车制造业将会面临愈加激烈和复杂的竞争,节能和环保都会是世界汽车工业发展的主要话题,而白车身轻量化的实现则是解决这一问题的重要途径。研究表明,单台车身重量每减轻1%,其油耗对应可以降低0.6%~1.0%,尾气释放减少0.55%,轻量化效益明显。
上汽大众一直致力于白车身轻量化的研究,目前主要实现途径有以下几种:(1)零件结构优化,如底板变截面梁的应用以及基于拓扑学的四门加强板优化等;(2)加工工艺改进,如侧围以塑性、强度更高的热成型高强度刚取代传统的冷轧钢、镀层低碳钢等;(3)新型轻量化材料的使用,目前常用的新型材料有铝合金、炭纤维、钛合金等。其中铝合金密度低,比强度高,在显著减重的同时仍然能够大幅提高车身零部件的刚性,因此得到了极大推广。然而传统的电焊、MIG焊等连接工艺无法适用于铝材料,因此需要采用新工艺来实现铝材料连接。目前上汽大众主要采用铝电阻电焊以及自冲铆接技术(SPR),本文也将据此展开讨论。
1、铝电阻点焊工艺
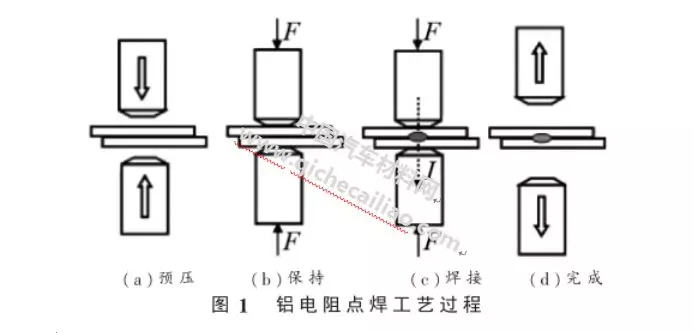
铝电阻点焊与传统点焊的工作原理相似,点焊枪利用电极对铝合金板材施加并保持一定的压力,并通过电极对铝合金板材输出电流,由于电流较大,焊接过程中产生大量的电阻热并融化接触部分的铝合金材料以形成焊点,从而达到将不同铝合金工件焊接在一起的目的。铝点焊焊接过程如图1所示,同样由3个连续的阶段组成:1)预压阶段,使工件的焊接部位保持持续接触,以保证焊接过程能够提供一定的电阻。2)通电加热阶段,电流通过电极间的接触面,产生热量,加热工件达到熔化状态,形成熔核。3)冷却结晶阶段,工件局部熔化形成焊点熔核后,在冷却结晶过程中伴随有相当大的收缩,在这个阶段一定要延迟解除电极的压力,使焊点在未完全冷却前,在电极的压力作用下得到更加致密的结晶组织。
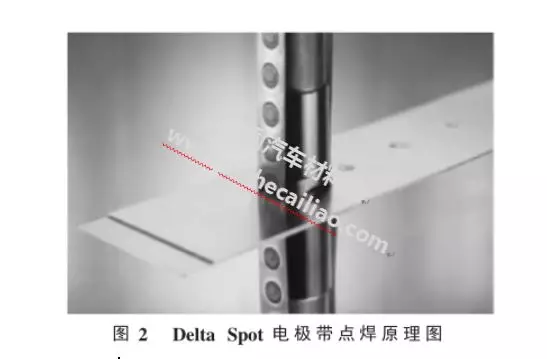
如表1所示铝合金与传统碳钢的物理特性差异较大,相比碳钢材料,铝合金材料的比热容更高,电传导更快,热膨胀系数和凝固收缩率更大,因此铝点焊焊接过程需要更大的电流,焊接完成后的板件变形也更大。福尼斯(Fronius)公司研发的铜带铝点焊技术(DeltaSpot)有效解决了上述难题,如图2所示,将传统点焊的电极帽改为电极带,增大焊接电阻,有效提升了焊接过程中的电阻热量,帮助铝合金板材的熔化及焊点的形成。然而铝板表面的氧化层会增加电极的更换频次,带来了设备成本的增加。

2、自冲铆接工艺(SPR)
自冲铆接技术(SPR-SelfPiercingRiveting)是近年来在汽车制造业广泛应用的一种新的薄板材料连接技术,该技术通过将铆钉直接压入板材,压力作用下板材发生塑性变形,从而在铆钉与板料之间形成机械的互锁结构,属于冷成型工艺。根据铆钉形式,自冲铆接技术又可以分为半空心铆钉自冲铆接和实心铆钉自冲铆接。
2.1 半空心铆钉自冲铆接
半空心铆钉自冲铆接通过将铆钉穿透上层的板材,铆钉腿部的中空结构在铆模的作用下,向下层板材料周围扩张并刺入底层板材,但是不会对下层板材进行冲裁,最后铆钉与上下层板材之间形成机械互锁结构。铆接工艺过程如图3所示,可以分为压紧、冲裁、扩展三个阶段。

2.2 实心铆钉自冲铆接
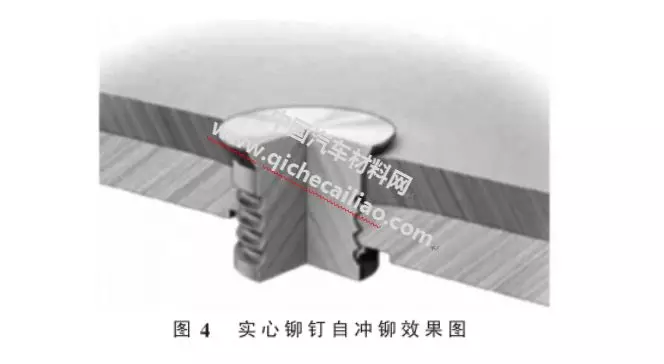
目前,实心铆钉自冲铆接工艺更多使用的是腰鼓形实心铆钉,与半空心铆钉铆接工艺不同,实心铆钉将在冲头作用下对上下层板材同时进行冲裁,板材受冲头挤压发生塑性变形而向内做径向流动,进而包裹铆钉并形成稳定的锁止状态。铆接完成的板材状态如图4所示:
考虑到连接强度、材料特性等实心铆钉工艺本身的局限性,同时车间对作业环境要求较高,上汽大众目前在白车身制造过程中主要采用半空心铆钉的自冲铆接工艺。与电阻点焊工艺相比,半空心铆钉自冲铆接技术优势比较明显:
1)自冲铆接可以实现异种金属板材的连接,如铝和钢的连接,而由于铝和钢的物理特性差异较大,点焊工艺参数较难设置,目前难以达到很好的焊接效果。
2)自冲铆接能够在不损伤镀层的前提下对镀层板材进行连接,点焊工艺则会局部破坏板材镀层。
3)当进行铝合金板材连接时,自冲铆接的静态强度高于电阻点焊,这点与碳钢板材相反。
4)自冲铆接属于冷连接技术,对板材表面要求较低,而点焊对板材表面要求较高,油污等杂质都会影响最终焊接质量。
5)铝合金板材的表面氧化层及油污都会加大铝点焊电极损耗,需要频繁修磨或更换电极,而自冲铆接只需定期添加铆钉即可,大大节省设备辅料时间。
6)自冲铆接过程绿色环保,不产生焊渣、烟尘等有害物质。
同时,与电阻点焊工艺相比,半空心铆钉自冲铆接工艺缺点也较明显:
1)自冲铆接过程要求板材发生塑性变形,所以要求底层板材应必须拥有12%以上的延伸率。
2)自冲铆接铆钉需要穿透上层板材,因此对板的厚度和强度都有要求。
3)自冲铆接需要从工件的两侧同时施压,需要在这两侧都有适宜的空间保证。
4)自冲铆接的铆钉属于消耗品,生产成本增加。
5)自冲铆接板材表面有凹凸,平整度及美观不如点焊。
3、连接强度对比试验
汽车作为乘用工具,安全性能是首要考虑因素之一,因此轻量化的前提是要满足车身的强度要求。分析白车身连接工艺静强度时,着重考虑其拉伸性能。本文将基于铝电阻点焊和自冲铆接两种连接工艺,对铝板材料连接进行拉伸试验。
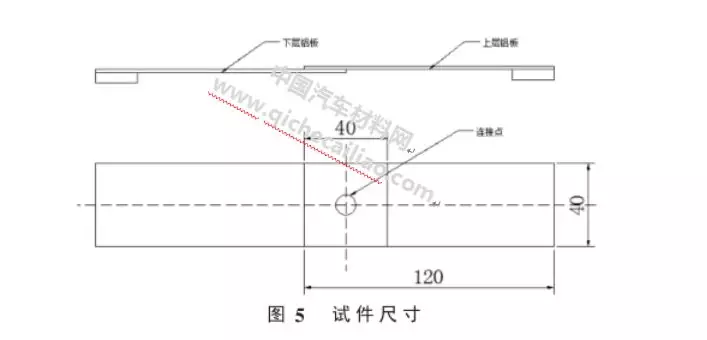
试验工件采用120mm×40mm×1.5mm尺寸的5A05-0铝合金薄板,其力学性能参数为:弹性模量72GPa,抗拉强度225MPa,屈服强度110MPa,伸长率15%。试验设置搭接长度为40mm,搭接形式如图5所示。
通过电子数码显微镜分别对铝电阻点焊和自冲铆接工艺进行连接剖面分析,并测量相关尺寸,如图6所示。图中,铝点焊熔合高度达1.8574mm,直径达5.3157mm,焊接内部无裂纹或孔洞,金属变形均匀。半空心铆钉尾部张开直径约为7.688mm,底部凸出部分直径约为8.875mm,底切量为0.4289mm,铆钉尾部刺入下层板材并被下层板材完全包裹,下层板材变形状态较好,无开裂等缺陷,铆钉与板材形成了稳定的机械互锁。因此,铝点焊和自冲铆接工艺连接质量皆符合要求。
采用AG-250KN2SMD材料试验机进行拉伸性能试验,设定拉伸速度为2mm/min,在试件两端分别夹持防转矩垫片以降低试件装夹过程中附加扭矩导致的测量误差。分别对铝电阻点焊和自冲铆工艺进行重复性拉伸试验,得到拉伸曲线如图7所示。
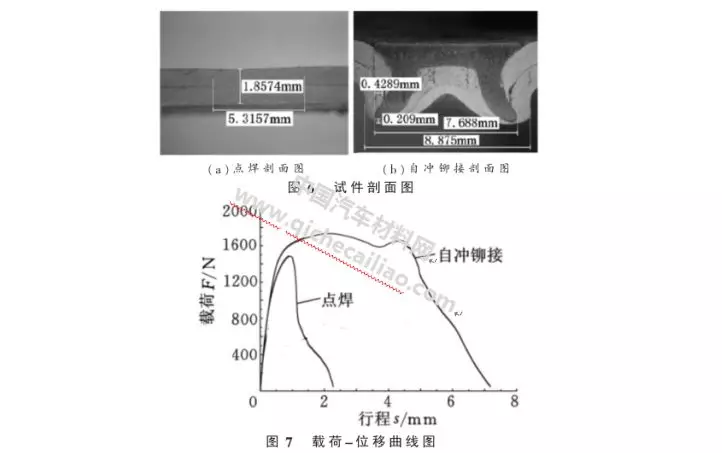
可以看出,自冲铆接连接能够承受最大载荷为1733N,铝点焊连接为1488N,铝合金板材的自冲铆接抗拉伸强度大于铝点焊工艺。同时,在拉伸试验开始阶段自冲铆接与点焊曲线斜率变化趋势相近,但是在位移达到1mm以后铝电阻点焊载荷达立刻开始下降,此时连接开始失效。而自冲铆接接头的拉伸曲线在1mm到4.5mm位移区间载荷一直保持在最大值附近,当行程大于4.5mm后才开始下降,其拉伸强度的保持性更好。
总的来说,由于铝合金的延展性更好,能够更好的发生塑性变形,对于铝板材的连接,自冲铆接连接强度优于传统电阻点焊,同时连接性能更加稳定。
4、总结
汽车工业的快速发展为我国制造业提供了新的机遇,也带来了更多挑战。在轻量化趋势的推动下,更多的铝、钛等合金材料将会应用到白车身,但仍有许多工艺难点需要我们去攻克。因此需要我们不断改进设备,优化工艺参数,如此白车身轻量化乃至整车制造业必然会有更加广阔的发展空间。
来源:期刊-科技视界
作者:侯顺华
上汽大众汽车有限公司
声明: 本文由入驻搜狐公众平台的作者撰写,除搜狐官方账号外,观点仅代表作者本人,不代表搜狐立场